
2006-11-19 Sun [ 製造業の悩み・問題点を克服しましょう♪::切削加工・品質・環境の悩み ]
by yotch
昨日夕方に出張から戻りました。急遽決まった打合せ。
品質的にうちと、客先とで認識の違い、レベルが合わなかったので
遠かったですが、飛んでいった次第です。
難削加工、精密切削加工には永遠のテーマかも知れません。
微細なお話。。。
以前は微細な切粉についての話をした記憶がありますが
今回は微細なバリについてです。
加工形状上、必ずバリが出てしまう部品があって、そのバリの処理
というか、後始末がよくなかった様です。
例えば、ということで、ちょっと写真を↓
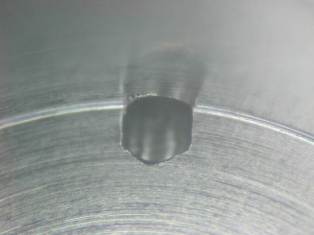
何処にバリがあるか分かるでしょうか?
写真中央に孔が開いてますが、この孔の上・左側が微妙におかしいのが
分かるでしょうか?
これがNGなんです。この写真は30倍以上に拡大して撮った写真なので
実際に肉眼で見ても全く分かりません。
バリが出ていても良いのですが、問題はそのバリの出ている向きで、
今回はダメな向きのようです。
弊社としては勿論顕微鏡で検査してて、この程度なら全くOKのつもり
でした。
しかし、客先としては、微妙にNGだと。
バリの大きさ的には、バリの高さを測っても、せいぜい1ミクロン程度の
話です。
よくよく聞くと、仕様上には全く問題無いようです。
じゃ~OKにしてよ、使ってよ。と言ってもOKにするための図面表示の
仕方とか数値化の方法が無いからOKに出来ない。
よってNGだと。。。設計者は言ってる様です。
品質保証課の担当者さんは出来るだけOKにして、使える物は使って
行こうという考えの方で、うちの考え方と似ています。なので色々と
交渉して下さったようですが、上記の通り理由付けが出来ない。
じゃ~バリ認識のレベルを合わせるしかないね。
と僕は思い、急遽客先へ飛んでいったのです。
とりあえず、バリのレベル合わせは何とかOKで、今後も続けて加工
していくことになりました。
ですが、少人数のわが社は効率な仕事を重視します。
今回のように、あまりにもバリや外観等で、もめるならこの部品加工は
撤退した方が良いかもしれません。
その旨もお話しました。
でも、何とか頑張ってやって欲しいと。
客先の顕微鏡が見え方が良いので、貸して貰うことになりました。
それも客先の方から提案して下さって。
ここの品質担当者さん、そして購買担当者さんは、結構現場重視して
下さるのでホント助かります。
勿論、コスト、納期、品質も厳しいですが、『もう一息だから頑張ろう!』
とか言って下さるので、イヤでも頑張らないと!って思うんです。
なかなかこういう方、しかも購買と品質担当者がコンビで同じ考えって
いうのはあまり無いことです。
こういうメーカーさん、企業さんなら少々コスト厳しくても、加工が難しくても
お付き合いしたい物ですね。
さて、明日以降上手くやって行きたいと思います!
ついでに新規の量産物の話も頂いたし♪
打合せで喋りまくって疲れました。
喉がカラカラでした。アハハ
そして、打合せより、移動の時間がもっともっと長くてお疲れモードです。
でも、移動時間を利用して久々に本を読みました。
たまにはこういう時間も必要ですね。
---------------------------------------------------------
★ 製造業から創造業へ 『精密切削加工を極める』 ★
NC旋盤による精密切削加工・量産加工を極める
(有)アドバンス産業 ネット営業所
http://senban1ban.com/e-office/
お問合せはこちらからどうぞ!
---------------------------------------------------------
★ アドバンス産業の加工技術・特徴 ★
真鍮のRoHs対応(鉛レス・カドミウムレス材)の加工も対応
してますので是非ご連絡下さい!
只今、ステンレスSUS304のミクロン台精密切削加工、量産中!!
<加工技術・特徴を詳しく> <加工品(作品)写真集>
< NC旋盤加工 >
材料径φ2~φ40(複合機はφ6~φ18)まで対応してます。
< 精密切削加工 >
寸法公差1/1000台の加工を行っております。
< 量産加工 >
加工数量 3,000~500,000ヶの加工に対応しております。
---------------------------------------------------------
(有)アドバンス産業 担当 井上善政
〒689-3522 鳥取県米子市日下93
TEL 0859-27-3538 FAX 0859-27-3638
スカイプ(Skype)ID advan_yotch
------------------------------------------------------
コメント
コメントする
この記事のトラックバックURL :
トラックバック

